Precision grinding operations cover all applications that require dimensions with tight tolerances and low Ra surface finish requirements, including cylindrical external grinding (OD), internal grinding (ID), surface grinding and creepfeed grinding. Wheels for these operations tend to be conventional aluminum oxide or ceramic grinding wheels of different shapes and sizes, but superabrasive diamond and cBN grinding wheels can also be used, depending on the application.
A grinding quill or wheel arbor may also be needed in these applications, as an extension of the spindle. Wheel arbors allow for greater flexibility in the machine setup, often increasing the ability of the wheels to reach different features on the workpiece. They are highly customizable and feature tight tolerances, so well-designed wheel arbors should be stiff and well balanced. Arbors are one of the most basic components in the setup of precision grinding machines and when designed correctly can prove to be a cost-effective solution to improve precision grinding performance.
While most engineers understand their importance, few are aware of the impact a wheel arbor can have in optimizing the grinding process. When trying to correct an erroneous grinding process or just looking to improve results, most engineers will re-evaluate speeds, throughput, wheels and materials. In many newer applications, the wheel arbor is an often overlooked source of vibration that could contribute to poor workpiece quality. This article illustrates how wheel arbors can affect the performance of a precision grinder and what steps can be taken to make improvements.
In precision grinding applications, machine stiffness is essential for optimum performance and results. Insufficient stiffness can result in chatter marks on the surface of the materials being ground. A stiffer machine enables higher feed rates, leading to reduced cycle times and improved stability in the grind zone. This can lead to increased wheel life, accuracy and productivity.
There are two types of stiffness for a machine component. Static stiffness is calculated in N/mm and describes the rigidity of the component under near-static loads. Dynamic stiffness, also calculated in N/mm, relates stiffness to the effects of dampening and mass, and typically is minimal at the natural frequency or weakest vibration mode. This result is typically ¼-½ of the static stiffness.
The main components driving grinding system stiffness are the machine, part, fixture and wheel. But the system is only as stiff as its weakest component, and because in some grind processes the wheel arbor must be longer to reach workpiece features, it tends to be the weakest link. There are three main wheel arbor performance factors: material, diameter and length.
Features of Wheel Arbors
Wheel arbors tend to be made from one of three materials, depending on the application:
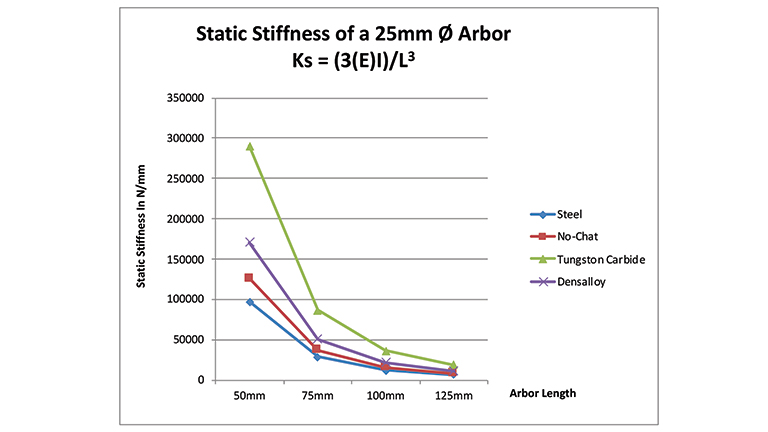
- Tungsten carbide is ideal for precision ID grinding, especially when using vitrified cBN, because of the stiffness of the material. While the most expensive, it lasts the longest.
- Heavy metals (Densalloy and No-chat) are needed when vibrations must be absorbed. The cost and rigidity of both are less than tungsten carbide, yet they are softer materials and not well adapted to frequent movement. They are the hardest to balance due to their weight.
- Tool steel is the most common and likely the best option for most grinding applications. It has a better dampened characteristic and is lighter than carbide; it’s also stiffer and lighter than heavy metals.
Often, long wheel arbors are associated with ID grinding but some OD and creepfeed grinding processes have started to use extended arbors to address clearance issues. ID grinding usually requires the longest length-to-diameter ratio. Depending on part clearances, using smaller-diameter superabrasive wheels enables the use of larger-diameter arbors. And because the wear rates and life of superabrasive wheels tend to exceed those of conventional abrasives, the overall wheel life per part can remain similar. If the coolant application restricts the optimized arbor length and/or outside diameter, through-spindle or part fixture coolant delivery can help.
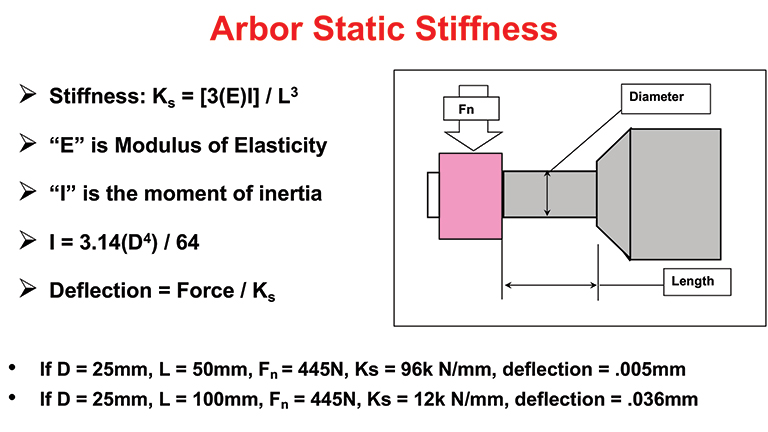
Experienced operators and manufacturing engineers know that the shorter the arbor, the better the grind, but they might be surprised to learn how much better. While one might think a 50-mm long arbor is twice as stiff as a 100-mm one, in fact wheel arbor stiffness changes exponentially with the length or outside diameter. Increasing the outside diameter of the arbor by 10 percent will increase the static stiffness by 46 percent and reducing the length by 10 percent will increase the static stiffness by 37 percent. A steel arbor with a 25-mm diameter shaft that is 100-mm long has a static stiffness of 12,000 N/mm, a 50-mm long shaft = 96,000 N/mm—meaning the shorter arbor is eight times stiffer.
Optimizing Performance
There are three options to reduce the problems of wheel arbor stiffness and related chatter. The easiest and most cost-effective option is to try to shorten the wheel arbors. A work-around may be possible, and occasionally there are instances where using an existing arbor is done for convenience when shorter ones would be more optimal. Calculation of the required arbor stiffness and lengths can help ensure arbors of the correct size are being used.
The maximum recommended length-to-diameter ratio for an arbor is 5:1; a ratio larger than that will run the risk of hitting the arbor’s natural frequency before reaching operating wheel speeds. The increased stiffness of a shorter arbor reduces the chance that the machine’s natural frequency comes close to the spindle speed, making it less likely to produce a natural frequency vibration, which shows up as chatter on the workpiece.
Reducing the arbor weight will also change the frequency of the dynamic stiffness, but this can be more problematic. If the goal is to change the natural frequency without altering the outward size, boring a hole in the center of the arbor that is 50 percent of the OD can increase the dynamic stiffness. This is achieved by reducing the weight by 25 percent, which will only lower the static stiffness by 10 percent.
As a last resort, changing the arbor material can improve the stiffness, but this can be expensive and may not achieve the required results. For example, switching wheel arbors from steel to carbide increases static stiffness by up to three times; however, the increased weight and reduced damping characteristics of carbide may decrease the dynamic stiffness to the point of little net gain over the steel arbor. A new, lighter-weight material such as carbon fiber/steel could be a better option, as it will increase both static and dynamic stiffness, yet this solution comes at a higher cost. As the arbor length increases to the maximum recommended 5:1 ratio, the increased stiffness of the exotic material diminishes.
Optimizing the grind arbor’s length-to-diameter ratio is one of the few changes that an end user can make to a grinder that increases static and dynamic stiffness and improves grinding performance at a relatively low cost.
The Link LonkSeptember 28, 2020 at 08:39PM
https://www.sme.org/technologies/articles/2020/october/how-wheel-arbors-affect-grinder-performance/
How Wheel Arbors Affect Grinder Performance - Advanced Manufacturing
https://news.google.com/search?q=Wheel&hl=en-US&gl=US&ceid=US:en


Nice post. I'm impressed by this blog. There is so much information about this topic. Thanks for sharing an amazing article like this. please keep posting. arbors San Antonio
ReplyDeleteI am heartily thankful to you that you have shared this type of information with us. I got some different kind of knowledge from your webpage, and it is essential for everyone. Thanks for sharing it once again. Palo alto condo
ReplyDelete